咨询电话:
13838812607

洛阳锐佳机械设备有限公司
联系人:周经理
电话:13838812607
邮箱:13838812607@163.com
传真:0379-64387889
QQ:2320465056
公司网址:www.rjjxsb.com
地址:中国河南省自由贸易试验区洛阳片区三元社区三元路易知行科技园内
邮编:471000
电主轴厂家所生产的产品有很多,不同的电主轴有着各自不同的性能特点,但是不管种类类型如何,所造成的后果都是对该行业的发展影响很大。下面电主轴厂家就带着大家来了解下电主轴的市场应用趋势。
电主轴的加工技术作为当今制造加工行业的一种强势加工方式,由其电主轴具有卓越的加工效率,同时还能很好的保证加工零部件的精确度和加工质量,这也明确了对金属切削加工的发展方向。而要更好的实现高速加工,高速加工中心则是其必备的基础装备。
电主轴是机床加工的核心单元。因此,电主轴的性能优劣对工件的加工精度影响很大。评价电主轴性能好坏的主要指标之一就是电主轴的损耗。电主轴的损耗给电机带来很大的损害。一方面增加了无功功率,降低了电机的工作效率,另一方面随着损耗的增加,电主轴的温度随之升高,电机中绝缘材料将会受到影响,输出功率受到影响,甚至导致电机烧毁。
电主轴作为高速加工中心的核心功能部件,其结构与性能的好坏直接决定了高速加工中心的整体工作性能。因此,对高速电主轴单元进行结构与性能的研究,对改善电主轴的结构和提高其工作性能具有十分重要的意义。
由于不同的生产需求各类具有较高生产率与较高灵活性的生产体系逐渐建立起来,其中自动换刀数控机床承担着核心任务,近来,对提高机床加工效率有了更进一步的高速、高精度、高效的要求,人们不断地对主轴、进给、刀具交换等各个系统进行技术开发,因此,相应地出现了如电主轴驱动单元、滚珠丝杠、直线导轨等功能部件。
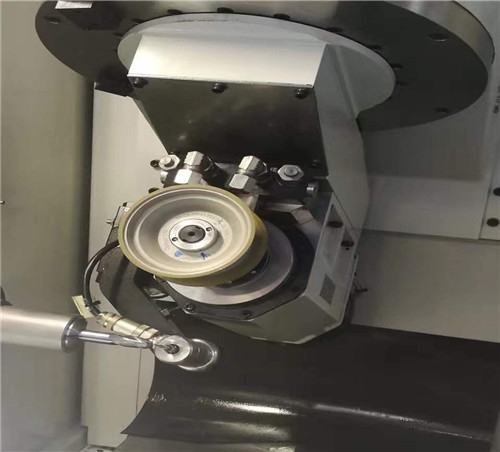
电主轴又称内装式电机主轴单元,其主要特征是将电机内置于主轴内部直接驱动主轴,实现电机、主轴一体化的功能。是省略齿轮传动、变速装置等中间传动件的直接驱动方式。
电主轴最早是用在轴承行业。轴承套圈加工过程中,内表面磨削工序中,砂轮直径以及电主轴轴伸端直径均受工件内孔尺寸限制,为取得较好的表面光洁度,需要选择最佳磨削线速度,普通砂轮33-40米/秒,高速砂轮42-50米/秒。因此磨削直径越小的内孔,需要砂轮主轴的转速越高。皮带主轴不能在超过20000转/秒的速度下稳定工作,必须选用电主轴。
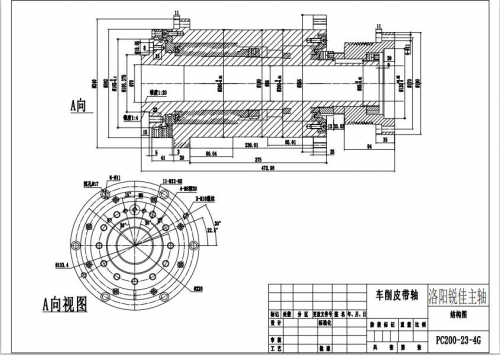
电主轴由无外壳电机、主轴、轴承、主轴单元壳体、驱动模块和冷却装置等组成。电机的转子采用压配方法与主轴做成一体,主轴则由前后轴承支承。电机的定子通过冷却套安装于主轴单元的壳体中。主轴的变速由主轴驱动模块控制,而主轴单元内的温升由冷却装置限制。在主轴的后端装有测速、测角位移传感器,前端的内锥孔和端面用于安装刀具。
因为电主轴将电机集成于主轴单元中,且转速很高,运转时会产生大批热量,引起电主轴温升,使电主轴的热态特性和动静特性变差,从而影响电主轴的正常工作。因而,必需采取肯定措施控制电主轴的温度,使其恒定在肯定值内。
机床目前一般采取强制循环油冷却的方式对电主轴的定子及主轴轴承进行冷却,即将经过油冷却装置的冷却油强制性地在主轴定子外和主轴轴承外循环,带走主轴高速旋转产生的热量。机床另外,为了减少主轴轴承的发热,还必需对主轴轴承进行合理的润滑。
目前,在高速电主轴轴承润滑方式中,油气润滑是将气液以较高的速度喷射到需要润滑的区域,在高速运转的轴承摩擦面能形成具有一定承载能力的气液两相膜,它具有流体动压和流体静压的双重作用。因此,它能使摩擦表面始终处于良好的工作状态下,在这点上是单靠流体动压形成的单相流体膜所不能比拟的。
轴承对恶劣环境的适应能力大大提高,润滑的区域充满了压缩的空气,由此形成了正压,这样可以很好的防尘、防水和阻止污染物的侵入,能起到密封的作用,大大减少了高速电主轴轴承由于外界污染而造成的损坏。因此油气润滑特别适用于高速电主轴轴承在苛刻的工作条件下工作,也有利于提高轴承的工作可靠性。
相对于采用其他润滑方式,高速电主轴轴承采用油气润滑,它在油膜破裂形成于摩擦的几率大大降低了,工作时轴承的升温降低了,特别是由于外部环境的污染而造成的损坏几率降低了,因此,普遍情况下轴承的寿命就相对提高了,从另一方面也节约了生产成本。

 在线咨询
在线咨询