咨询电话:
13838812607

洛阳锐佳机械设备有限公司
联系人:周经理
电话:13838812607
邮箱:13838812607@163.com
传真:0379-64387889
QQ:2320465056
公司网址:www.rjjxsb.com
地址:中国河南省自由贸易试验区洛阳片区三元社区三元路易知行科技园内
邮编:471000
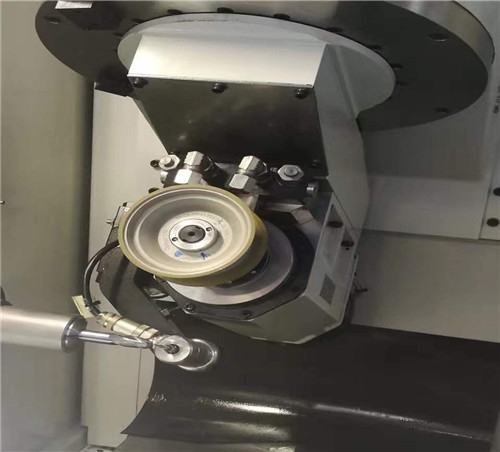
电主轴厂家所生产的电主轴是机床设备的核心部件之一。对它的正确使用和维护,是保证机床加工精度和使用寿命的前提条件。下面电主轴厂家就带大家来了解下电主轴设备的维护重要性,这样能够更有效的使用不同的电主轴产品。
首先需要强调的是不要用压缩空气清洁主轴,避免将灰尘带入主轴缝隙,进而损坏主轴轴承。当清洁主轴周围区域时,主轴虽然停止但机床应通电,并应保证主轴轴承处于气帘保护状态。其次,电主轴在使用过程中,注意切消液应打在切削刀具上,不要把打在主轴的轴端。
装到主轴上的刀具。其刀柄部分必须定期用干净的软布清洁,避免将灰尘带入主轴锥孔。机床即使在不使用时,主轴上也应保留一个刀柄,用以保护主轴锥孔。
新的或超过一个月未用的电主轴,刚开始工作时一定要作低速转动,最好进行主轴预热空运转。锥孔内没有装入刀柄的状态下。主轴禁止运转。
为了长期保持电主轴的高精度、获得最佳的加工效果,电主轴高速运转时,只能使用精确动平衡达标刀具。进行高精度切削时,最好将主轴预热30分钟,使其达到热稳定状况。
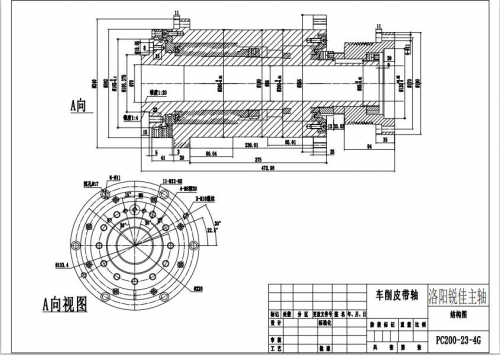
一般来说,不同的电主轴限定选配刀具的规格尺寸也不同。此机床主轴使用刀具的最小直径1毫米,最大32毫米,刀长不宜超过100毫米。在切削条件优化的前提下,可以对以上参数作适当调整,但任何情况下主轴不要超负荷工作。
于不同的生产需求各类具有较高生产率与较高灵活性的生产体系逐渐建立起来,其中自动换刀数控机床承担着核心任务,近来,对提高机床加工效率有了更进一步的高速、高精度、高效的要求,人们不断地对主轴、进给、刀具交换等各个系统进行技术开发,因此,相应地出现了如电主轴驱动单元、滚珠丝杠、直线导轨等功能部件。
电主轴又称内装式电机主轴单元,其主要特征是将电机内置于主轴内部直接驱动主轴,实现电机、主轴一体化的功能。是省略齿轮传动、变速装置等中间传动件的直接驱动方式。
电主轴最早是用在轴承行业。轴承套圈加工过程中,内表面磨削工序中,砂轮直径以及电主轴轴伸端直径均受工件内孔尺寸限制,为取得较好的表面光洁度,需要选择最佳磨削线速度,普通砂轮33-40米/秒,高速砂轮42-50米/秒。因此磨削直径越小的内孔,需要砂轮主轴的转速越高。
电主轴厂家所生产的电主轴的特点优势主要提现在数控机床领域,电主轴将自身与机床主轴完美的融合为一体。具备结构紧凑、重量轻、惯性小、振动小、噪音低、响应快等诸多优点,可以减少齿轮传动,简化机床外形设计,易于实现主轴定位,是高速电主轴单元中一种理想结构。
电主轴作为高速数控机床最关键部件,其性能好坏在很大程度上决定了整台高速机床的加工精度和生产效率。然而电主轴的型号各异,其作用也不一样。因此合理选择电主轴显得尤为重要。
1、电主轴特性有恒转矩和恒功率两种,恒功率的贵些,雕刻机主轴采用恒转矩比较合适。
2、种类有风冷和水冷,风冷主要是早期几百瓦的小功率主轴,现在雕刻机上基本上都是使用的水冷式电主轴,功率大噪音小。
3、润滑方式有油雾和油脂,24000转以上的高转速电主轴采用油雾,由专门油路供油,安装使用复杂;雕刻机大多采用油脂润滑,转速可在6000-24000转左右变频调速。
4、支撑方式有2轴承、3轴承和4轴承,3、4轴承适合雕刻钢材等重载荷,1.5kW以上主轴采用较多,一般软金属采用2轴承轴承够用。
5、主轴芯架有铝合金和不锈钢焊接形式,目前大多的主轴芯架采用的是铝合金,重量轻,但是体积大,现在有一些新产品采用不锈钢焊接芯架,同功率下可以缩小主轴尺寸,如通常1.5kW主轴的体积为Φ80*215mm左右,不锈钢焊接芯架主轴新产品可以做到Φ65*210mm左右,更适合雕刻机使用,不过价格贵一二百元钱。
6、选择变频器功率要比主轴功率大些,这样能充分发挥主轴的输出功率,1.2kW主轴配1.5kW变频器,1.5kW主轴配2.2kW变频器。
电主轴是数控机床三大高新技术之一(高速电主轴、数控系统、进给传动)。
随着数控技术及切削刀具的快速发展,越来越多的机械装备都在向高速、高精、高效、高智能化发展,电主轴已成为最适宜高性能数控机床的核心功能部件之一,电主轴技术水平的高低和质量的优劣直接决定和影响着机床的品质、性能、工作效率及运行稳定性。在部分领域用电主轴取代传统机械主轴是机床工业发展的大趋势。

 在线咨询
在线咨询